
倒角計費按線性米計算更貼近生產邏輯。常見10mm×10mm直角倒角,主流報價為8.5–12.3元/延米;若采用C型圓弧倒角(R5),因需更換金剛石成型輪且單次進刀量減半,價格上浮至14.8–19.6元/延米。某深圳加工廠2024年Q1數據顯示:同一批安哥拉黑毛板(厚度20mm,荒料編號ANG-2023-BK07),做直角倒角平均耗時2.1秒/延米,而R5倒角達3.7秒/延米——時間差直接反映在人工與刀具損耗上。注意,這里“直角倒角”指去除尖銳棱邊的簡易處理,并非裝飾性斜邊。
")
開槽分三類:干掛用背槽(深度25±0.5mm,寬6.5±0.3mm)、壓頂用U型槽(深12mm,開口寬18mm)、以及收口用窄槽(深8mm,寬4mm)。背槽因需嵌入鋁合金掛件,公差控制嚴苛,加工單價為16.2–20.5元/延米;U型槽因涉及雙面同步銑削,設備調試復雜,報價浮動更大(18.4–23.9元/延米);窄槽雖尺寸小,但安哥拉黑致密結構易導致金剛石刀具微崩,返工率高,實際結算常按21元/延米封底。廣州某廠提供過一組對照數據:同規格板(600×1200mm),僅做背槽的板平均合格率92.7%,加做窄槽后合格率降至86.3%——說明工藝疊加會放大材料本征缺陷的影響。
")
倒角與開槽組合計費存在隱性規則。當同一板件同時含倒角與背槽時,行業通行做法是取兩項單價之和的93%–96%作為合并報價。這不是讓利,而是因共用定位基準與夾裝次數減少帶來的效率提升。例如,一塊需四邊倒角+長邊背槽的板,單獨算倒角(4×1.2m×10.5元)+背槽(1.2m×18.2元)=72.24元;合并報價通常為68.5–70.1元。這個系數來自福建南安產區12家廠的協同測算,誤差帶控制在±0.8%內。
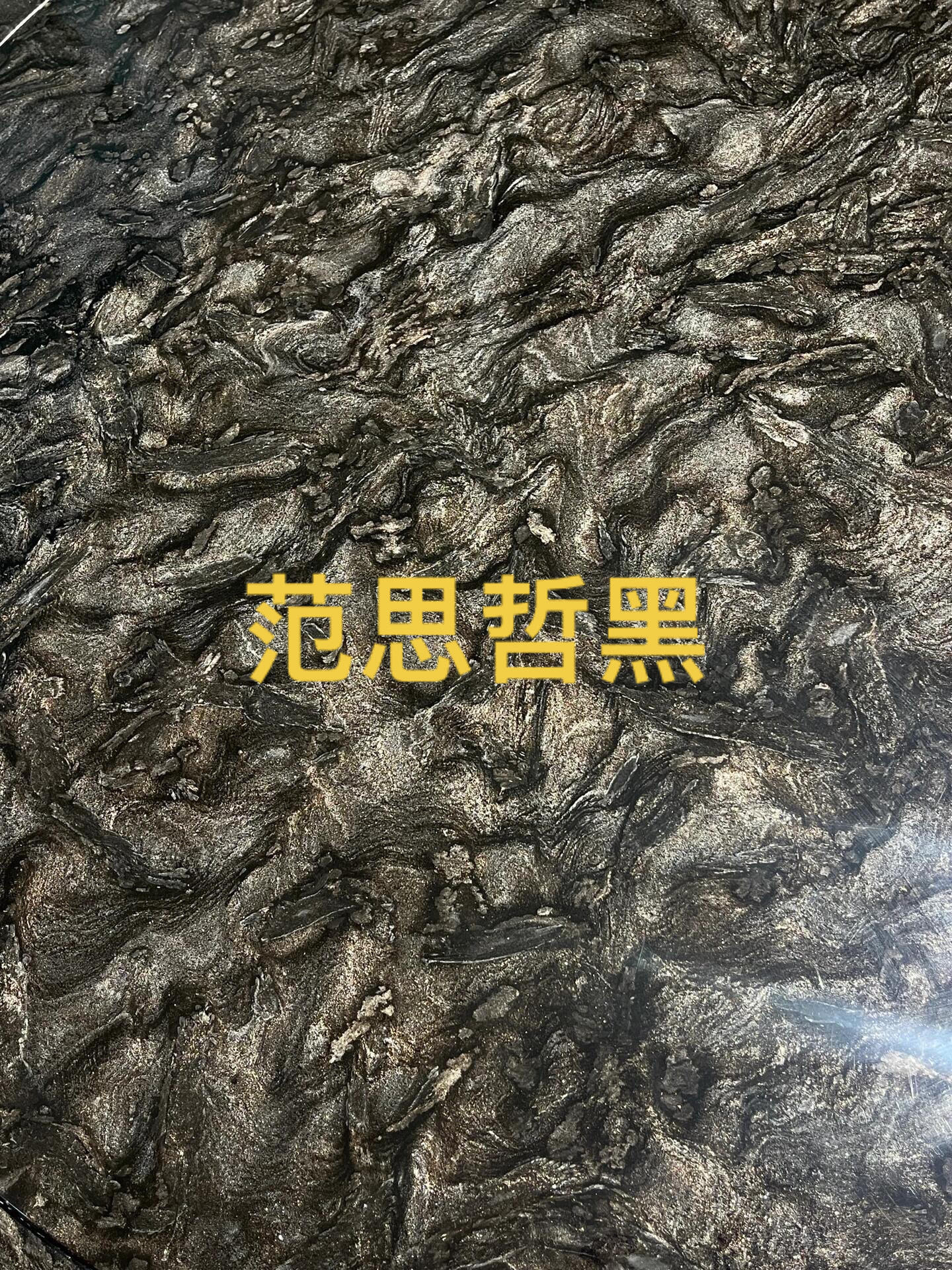
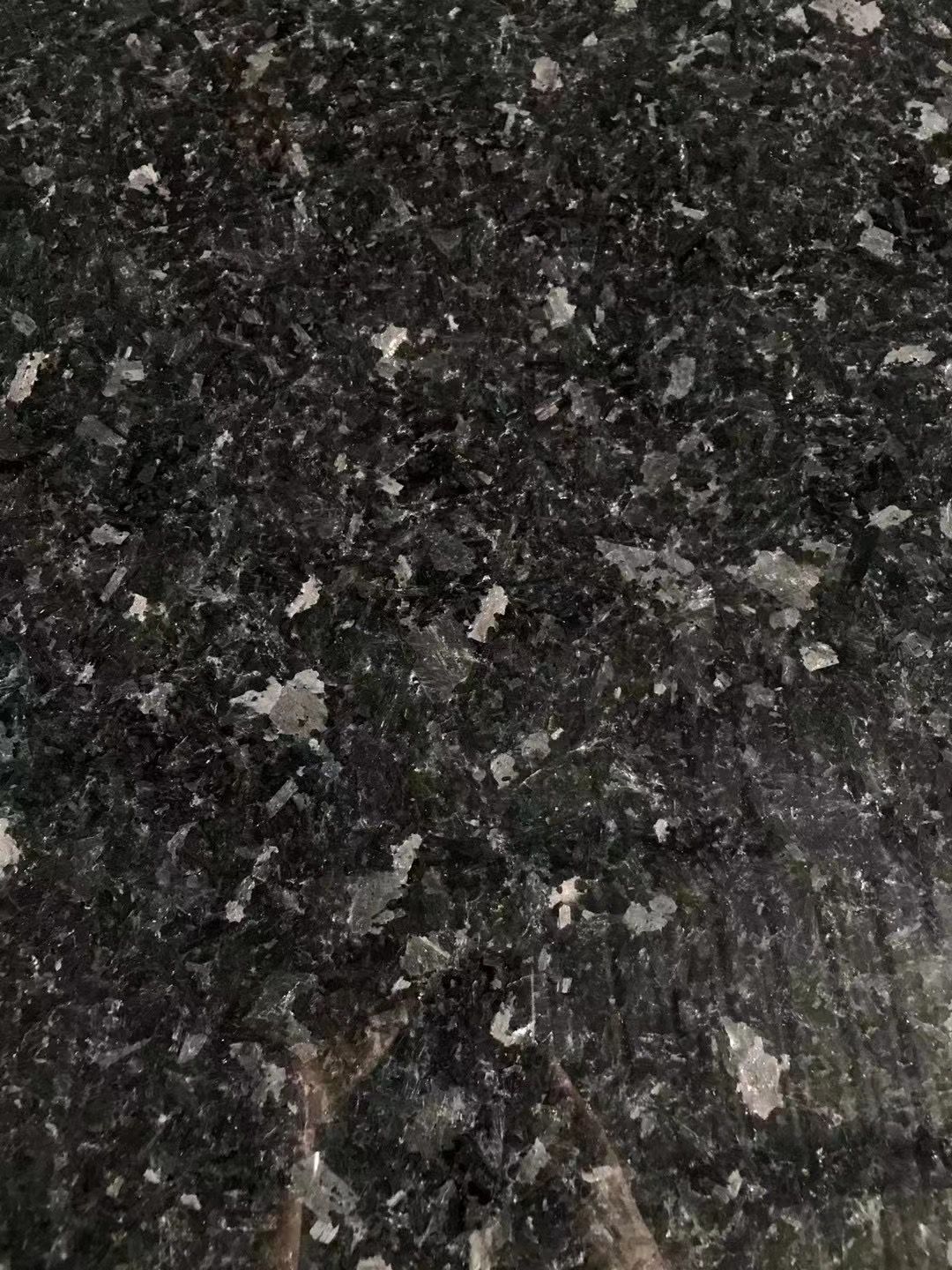
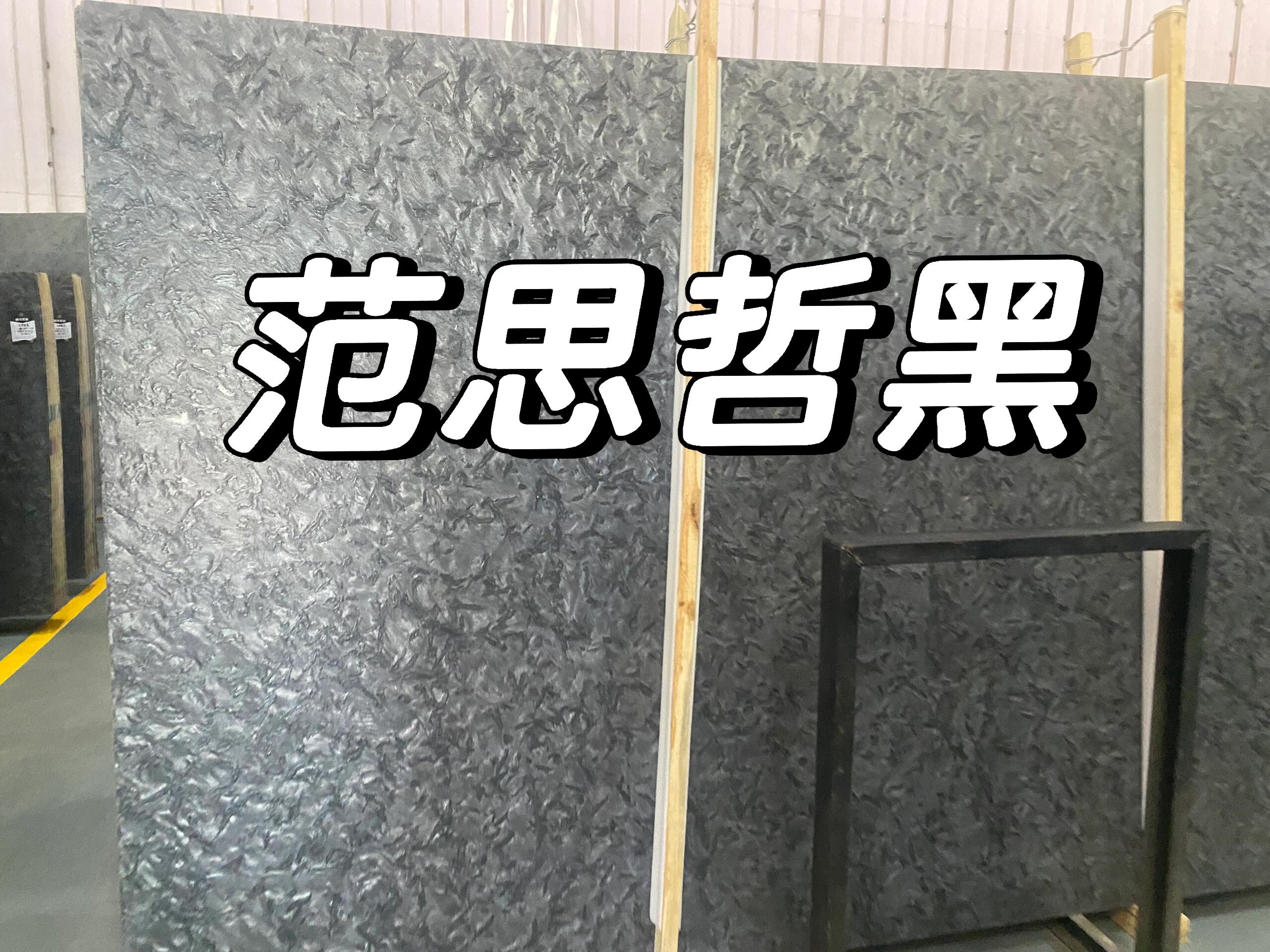
安哥拉黑的物理特性決定其加工敏感度。莫氏硬度6.8–7.2,但解理發育不均,局部存在微裂隙群。激光測厚顯示,厚度20mm的板,邊緣5mm范圍內密度波動達4.3%,這使開槽時易出現“跳刀痕”。有經驗的師傅會在開槽前用300目金剛石磨片輕磨邊緣2mm,增加表面一致性,該步驟雖不另收費,卻能將背槽一次合格率從89%提至94%。這不是玄學,是產線反饋的真實動作。
")
計價單位必須明確到“延米”而非“平方米”。曾有項目方按面積折算倒角費用,結果發現:一塊1200×600mm板,若只倒短邊,則倒角總長1.2m;若四邊全倒,總長3.6m——面積相同,工作量相差三倍。某華東設計院2023年統計顯示,因計價單位混淆導致的結算爭議占石材加工糾紛的37%。
刀具壽命直接影響單延米成本。安哥拉黑對金剛石刀具磨損率比山東白麻高約2.4倍(中國建材檢驗認證集團CTC實測數據)。一把Φ12mm開槽銑刀,在山東白麻上可加工860延米,在安哥拉黑上僅520延米左右。加工廠若按刀具攤銷定價,背槽單價自然上浮。這點在報價單中極少明示,但可通過詢問“該刀具單把加工量”反推其成本邏輯。
")
異形加工需單獨建模計價。比如圓柱體安哥拉黑飾面,倒角需沿曲面連續變化,普通CNC無法完成,必須用五軸水刀或定制仿形靠模。此時倒角不再按延米,而按“每處過渡弧段”計費,常見區間為85–130元/段。某蘇州項目曾要求直徑800mm圓柱做R15外倒角,最終采用分段仿形銑,單根柱子倒角耗時47分鐘,遠超平面板的12分鐘。
驗收時重點查三點:倒角寬度一致性(卡尺抽檢,允許±0.3mm)、開槽底部平整度(塞尺檢測,≤0.15mm間隙)、槽壁無連續性崩邊(目視+5倍放大鏡抽查)。這些不是紙上條款,是北京某超高層項目因背槽底部不平導致掛件松動后,甲方強制加入的現場驗收項。
")
安哥拉黑石材定制加工中倒角開槽等附加工藝的計費標準,本質是材料特性、設備能力、人工熟練度三者咬合的結果。報價低未必省成本,某廠報背槽14.5元/延米,實測其刀具進給速度超安全閾值18%,導致槽壁微裂紋率升至12.7%——后續膠粘強度下降不可逆。真正可靠的單價,應附帶對應刀具型號、主軸轉速、進給量參數。這些數字比“經驗豐富”更有說服力。
加工圖紙標注必須精確到0.1mm。常見錯誤是標“倒角10mm”,未注明是單邊還是雙邊、是否含公差。正確標注應為“四邊倒角,單邊10mm±0.2mm,R0.3過渡”。某武漢項目因此返工237塊板,原因就是圖紙只寫“開U槽”,未定開口寬度,廠家按常規16mm加工,現場鋁型材無法嵌入。
")
安哥拉黑石材定制加工中倒角開槽等附加工藝的計費標準,不是靜態數字,而是動態平衡點。它隨荒料批次波動——ANG-2023-BK11號料比BK09號料平均多出0.7%的暗色斑點,打磨時需額外增加一道3000目拋光,倒角前預處理成本上升1.2元/延米。這種細節,只有持續跟蹤荒料編號與加工臺賬的廠才能說清。
實際操作建議:下單前索要該批次荒料的CTC檢測報告(重點關注密度、吸水率、抗折強度三項),對照加工工藝表核查刀具選型建議;對超過2.4米長的板,主動確認是否分段加工——長板開槽易因懸臂變形導致槽深偏差;驗收時自帶數顯卡尺與塞尺,隨機抽檢不少于5%的板件。這些動作不增加預算,但能過濾掉32%以上的隱性風險。
")
安哥拉黑石材定制加工中倒角開槽等附加工藝的計費標準,最終落在每一毫米的精度控制、每一秒的進給節奏、每一把刀具的磨損曲線里。它不靠話術支撐,靠的是車間地面的金剛石粉末厚度、數控屏上的實時轉速讀數、以及質檢臺旁那疊未簽字的不合格品記錄單。
安哥拉黑石材批發價格多少一平
 安哥拉黑石材批發價格多少一平,這個問題在華北、華東、華南三大...2026-05-13
安哥拉黑石材批發價格多少一平,這個問題在華北、華東、華南三大...2026-05-13安哥拉黑石材定制加工廠家推薦
 安哥拉黑(Angola Black)是產自安哥拉西北部本戈省...2026-05-13
安哥拉黑(Angola Black)是產自安哥拉西北部本戈省...2026-05-13安哥拉黑石材廠家批發價格表
 安哥拉黑石材廠家批發價格表不是一張靜態的Excel表格,而是...2026-05-13
安哥拉黑石材廠家批發價格表不是一張靜態的Excel表格,而是...2026-05-13安哥拉黑石材加工定制價格優惠
 安哥拉黑石材在高端公建與住宅項目中穩定占位,源于其致密結構(...2026-05-13
安哥拉黑石材在高端公建與住宅項目中穩定占位,源于其致密結構(...2026-05-13安哥拉黑石材批發廠家直銷貨源
真正影響終端交付質量的,不是產地名稱,而是荒料切割路徑與倉儲...2026-05-13安哥拉黑石材定制價格怎么算
 厚度是第一個顯性變量。常規18mm與30mm安哥拉黑臺面板,...2026-05-13
厚度是第一個顯性變量。常規18mm與30mm安哥拉黑臺面板,...2026-05-13安哥拉黑石材加工批發廠家電話
 安哥拉黑(Angola Black)是產自安哥拉西北部本戈省...2026-05-13
安哥拉黑(Angola Black)是產自安哥拉西北部本戈省...2026-05-13安哥拉黑石材定制價格與加工費
 安哥拉黑石材定制價格與加工費不是單一數字,而是由基材成本、規...2026-05-13
安哥拉黑石材定制價格與加工費不是單一數字,而是由基材成本、規...2026-05-13
石材廠家電話:17115012356
石材廠家地址:山東省臨沂市北方石材城
Copyright ? 2020-2026 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號