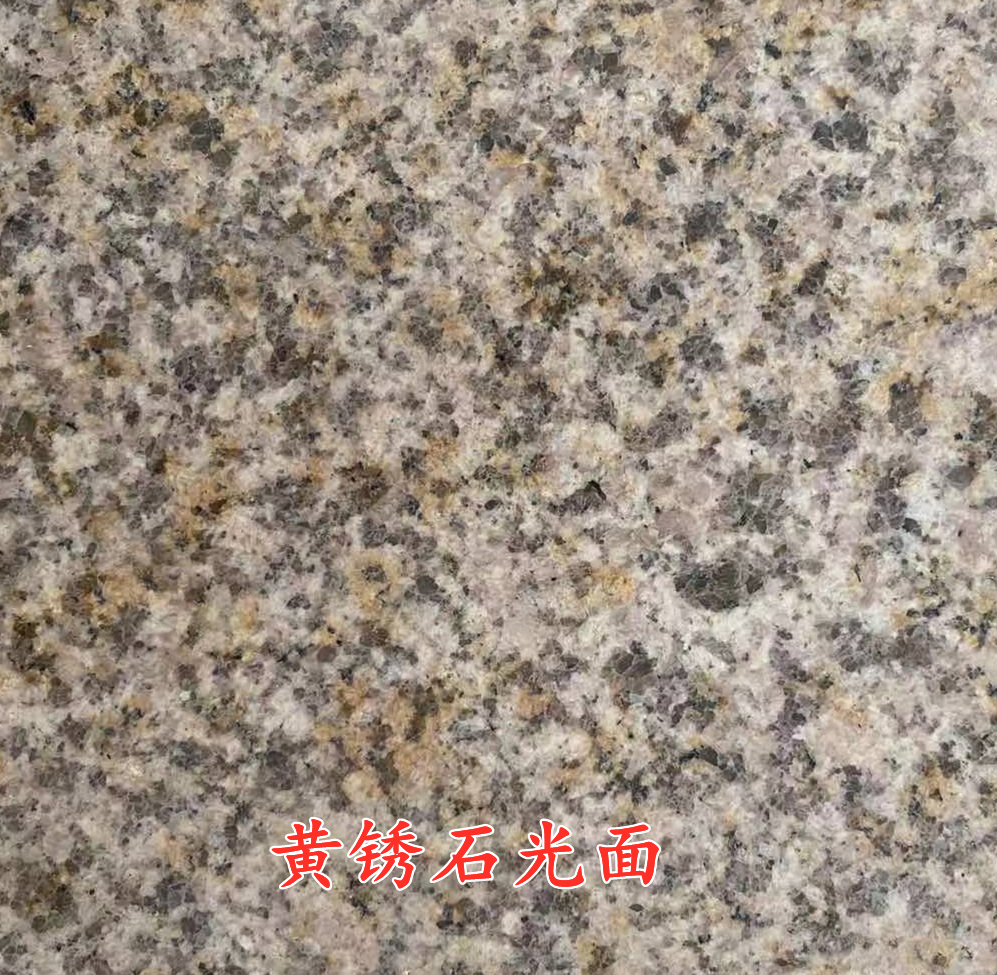

在石材行業中,黃銹石因其色澤穩重、質地堅實,廣泛應用于建筑外墻、廣場鋪裝及室內裝飾。作為一家具備十年生產經驗的石材加工企業,我們日均處理黃銹石荒料超120立方米,光面板材月產量穩定在3.8萬平方米以上。通過長期實踐與工藝優化,已形成一套成熟且高效的黃銹石光面加工體系,其核心在于精準控制每一道工序的技術參數。
")
原石選料是整個流程的基礎。我們采用山東五蓮地區產出的優質黃銹石荒料,其二氧化硅含量介于68%至72%之間,莫氏硬度達到5.5—6.0,具備良好的可加工性與耐磨性。進廠前需經紅外線掃描檢測內部裂紋與色差分布,剔除瑕疵率高于8%的料塊,確保后續成品板面一致性。同一批次荒料盡可能來自同一礦口,減少色系偏差。
")
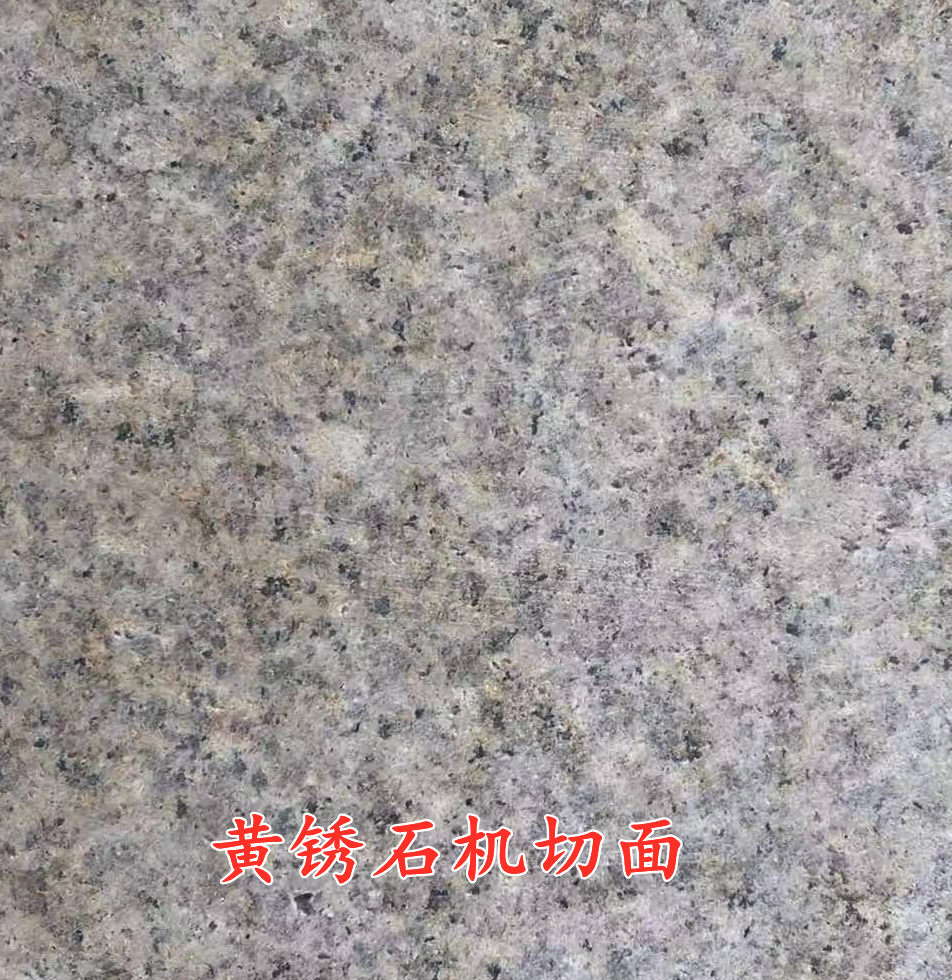
荒料進場后進入橋切階段。使用全自動紅外橋式切機進行初切,刀片轉速設定為2800rpm,進刀速度控制在1.2米/分鐘,配合冷卻水系統降低摩擦熱,避免邊緣崩缺。標準光面板厚度通常為18mm或20mm,公差范圍嚴格控制在±0.3mm以內。切割完成后,板材編號入庫,并按訂單需求分類堆放,防止混批。
研磨環節決定最終光澤表現。我們采用七級干濕交替研磨工藝:先用50目金剛石磨頭去除鋸切痕跡,再依次過渡至100目、200目濕磨,消除粗劃痕;300目至800目為中細磨階段,重點平整微凹區域;最后使用1500目與3000目樹脂磨片進行精磨,使表面粗糙度降至Ra≤0.35μm。全程配備在線監測儀,實時反饋光澤度變化,當前產線平均出板光澤度可達87—92光澤單位(GU),符合GB/T 19766-2016標準要求。
.jpg "黃銹石光面加工流程及表面處理技術介紹(圖3)")
拋光并非簡單打蠟覆蓋,而是通過物理化學協同作用實現鏡面效果。在最后一道研磨后,啟用復合型拋光系統——包含加熱陶瓷盤與納米氧化鈰拋光墊組合。工作溫度維持在75℃±5℃,壓力設定為2.8kg/cm2,線速度保持在4.5米/秒。此條件下,石英顆粒表面發生輕微塑性變形,形成致密反光層。經第三方檢測機構抽樣測試,經該工藝處理的黃銹石板材,24小時水滴角大于90°,表明表面致密性良好,抗污能力顯著提升。
防護處理是延長使用壽命的關鍵步驟。完成拋光后立即涂刷滲透型硅烷類防護劑,有效成分濃度不低于85%,涂布量控制在0.18—0.22升/平方米。常溫下養護48小時,使藥劑深入基材3—5毫米,封閉毛細孔道。經防護后的板材吸水率由原始的0.6%降至0.14%以下,在模擬酸雨環境(pH=4.5)中浸泡72小時,無明顯變色或失光現象。
.jpg "黃銹石光面加工流程及表面處理技術介紹(圖4)")
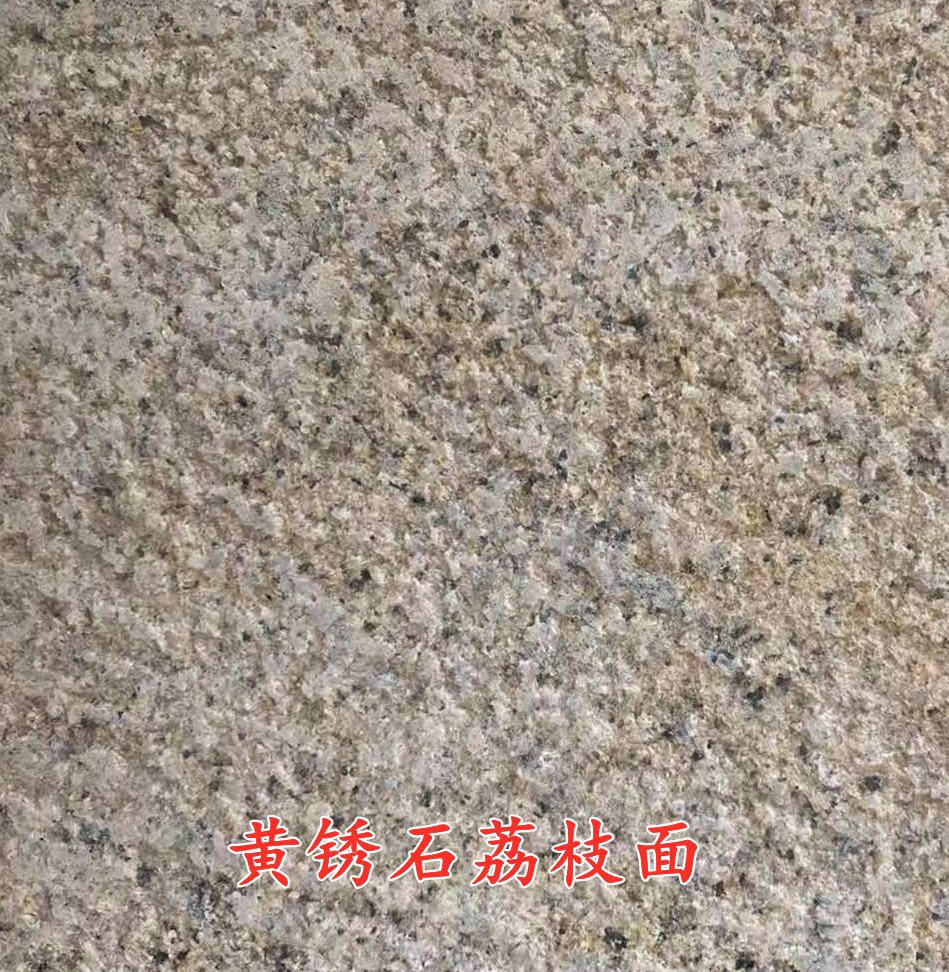
邊部精修同步進行。常規直邊采用圓弧倒角機加工,R5或R8兩種規格可選,誤差不超過±0.2mm。異形邊如法國邊、海棠邊則依賴CNC數控加工中心,編程精度達0.01mm,適配復雜設計需求。所有邊部在修整后再次局部拋光,確保與大面光澤一致。
質量檢驗貫穿全程。每批次產品隨機抽取3%進行全項檢測,包括尺寸偏差、平面度、角度允許公差、光澤度及防滑系數。近三年內部質檢數據顯示,光面板一次合格率穩定在98.6%以上,客戶復購率達73%。對于特殊項目需求,還可提供定制化表面處理方案,例如啞光釉面、輕度酸洗仿古等,在保留天然紋理的同時滿足多樣化審美。
")
運輸前采取立體包裝策略。板材間夾墊PVC隔膜,外裹加厚牛皮紙并用鍍鋅鋼帶固定,底部托盤做防潮處理。長途運輸破損率控制在0.7%以內,保障交付品質。
這套標準化流程不僅提升了生產效率,更保證了終端應用中的視覺統一與性能穩定。黃銹石光面加工不是單一技術的體現,而是材料特性、設備精度與工藝經驗的綜合成果。持續投入設備升級與人員培訓,才能在競爭激烈的市場中保持可靠輸出。
黃銹石廠家荔枝面光面外墻干掛多少錢一平方
.jpg) 現在問黃銹石荔枝面光面外墻干掛多少錢一平方的人挺多的,市面上...2026-06-12
現在問黃銹石荔枝面光面外墻干掛多少錢一平方的人挺多的,市面上...2026-06-12黃銹石廠家名錄推薦黃銹石荔枝面光面加工價格
.jpg) 整理黃銹石廠家相關名錄信息,明確黃銹石荔枝面、光面加工價格區...2026-06-10
整理黃銹石廠家相關名錄信息,明確黃銹石荔枝面、光面加工價格區...2026-06-10黃銹石荔枝面3-5公分厚多少錢一平方
 詳解3-5公分厚黃銹石荔枝面的基礎報價區間,梳理影響價格的核...2026-06-08
詳解3-5公分厚黃銹石荔枝面的基礎報價區間,梳理影響價格的核...2026-06-08山東汶上縣黃銹石廠家加工黃銹石荔枝面光面
 干石材這行超過十年的人,提到黃銹石基本繞不開山東汶上縣。這個...2026-06-05
干石材這行超過十年的人,提到黃銹石基本繞不開山東汶上縣。這個...2026-06-05黃銹石景觀石材自然面冰裂紋石材加工
做景觀石材這些年,碰到同行問得最多的,不是光面花崗巖怎么打磨...2026-06-05黃銹石廠家荔枝面價格(外墻干掛)
 梳理黃銹石廠家荔枝面外墻干掛的定價邏輯、不同品質對應價位區間...2026-06-02
梳理黃銹石廠家荔枝面外墻干掛的定價邏輯、不同品質對應價位區間...2026-06-02黃銹石廠家|森楊石材加工廠黃銹石荔枝面光面
 在花崗巖石材里,黃銹石屬于常用的一類。這東西不是單純靠顏色取...2026-06-01
在花崗巖石材里,黃銹石屬于常用的一類。這東西不是單純靠顏色取...2026-06-01黃銹石原產地廠家價格
.jpg) 福建南安、山東五蓮兩地黃銹石原產地廠家實時出廠價對比,含20...2026-05-29
福建南安、山東五蓮兩地黃銹石原產地廠家實時出廠價對比,含20...2026-05-29
石材廠家電話:17115012356
石材廠家地址:山東省臨沂市北方石材城
Copyright ? 2020-2026 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號