
在石材加工廠干了十幾年,切割大理石時遇到崩邊問題是家常便飯。不少老師傅和新手都頭疼這個事兒——明明設備沒問題,怎么切出來邊緣總是崩裂掉渣?其實很多時候,問題就出在兩個關鍵參數上:進給速度和刀頭轉速。把這兩項調對了,切割質量立馬提升。
")
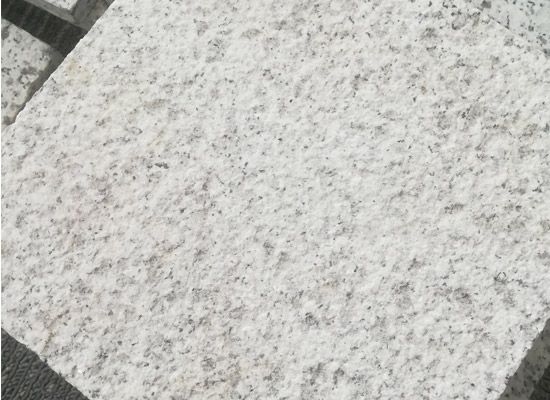
先說進給速度。這是指切割機刀頭在石材表面移動的快慢。速度太快,刀頭對石材的沖擊力過大,容易把邊緣震裂;速度太慢,刀頭與石材摩擦時間過長,產生高溫會導致石材局部脆化崩裂。根據我們廠長期記錄的數據,切割20mm厚常規大理石時,進給速度控制在1.2-1.8米/分鐘之間最合適。具體要看石材硬度:漢白玉這類軟質石材可以接近1.8米,而黑金沙這類硬質石材要降到1.2米左右。有個簡單判斷方法:觀察切割時噴出的水花,如果水花呈連續均勻霧狀,說明速度合適;如果水花時大時小或間斷,就要調整速度了。
")
刀頭轉速的影響更直接。轉速不夠,刀頭切割力不足,會“啃”石材而不是“切”石材,必然崩邊;轉速過高,刀頭振動加大,同樣造成邊緣破損。我們測試過不同規格刀頭的匹配轉速:直徑350mm的金剛石刀頭,轉速應保持在2200-2500轉/分鐘;直徑400mm的刀頭,則要降到1800-2100轉/分鐘。這里有個細節:新刀頭可以適當降低轉速50-100轉,磨合一段時間后再調到標準值。
這兩個參數要配合調整。進給速度提高時,刀頭轉速也要相應提高,保持切割力的平衡。比如從1.2米/分鐘調到1.5米,轉速就該從2200轉提到2350轉左右。實際操作中,先固定一個參數調整另一個更穩妥:先設定標準轉速,然后慢慢提高進給速度,直到切割聲音變得清脆平穩,那就是最佳匹配點。
")
設備維護狀態也會影響參數效果。同樣轉速下,主軸磨損的切割機實際刀頭轉速可能下降10%-15%。我們每月都用轉速表實測一次,發現偏差超過5%就立即檢修。還有冷卻水,流量不足會導致局部過熱,這時就算參數調對了照樣崩邊。每臺切割機的冷卻水流量要保持在15升/分鐘以上,水管位置要對準刀頭與石材接觸點。
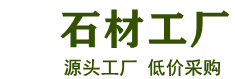
不同材質大理石需要微調參數。米黃系大理石結構相對松散,進給速度要降低0.2米左右,轉速提高50-100轉;花崗巖混切時,參數要完全重新設定。去年加工一批爵士白大理石,開始按常規參數切割崩邊嚴重,后來把進給速度降到1米/分鐘,轉速提到2400轉,問題就解決了。所以每次換新材料,最好先切個小樣找最佳參數。
")
這些經驗都是廠里老師傅們多年摸索出來的,也走過不少彎路。關鍵是要耐心記錄每次調整的數據,形成自己的參數表。切割質量上去了,客戶滿意度自然提高,廠里的損耗率也從原來的8%降到了3%以下。石材加工是個細致活,參數調整看似小事,卻是決定成品質量的關鍵一步。
章丘黑花崗巖石材廠家位置地圖搜索
 找章丘黑花崗巖石材廠家,別只靠百度瞎翻。直接打開手機地圖或電...2026-05-14
找章丘黑花崗巖石材廠家,別只靠百度瞎翻。直接打開手機地圖或電...2026-05-14章丘黑廠家銷售電話怎么找
 找章丘黑廠家的銷售電話,最怕翻半天找到的號碼是二道販子,或者...2026-05-14
找章丘黑廠家的銷售電話,最怕翻半天找到的號碼是二道販子,或者...2026-05-14章丘黑石材批發廠家聯系電話是多少
 想找章丘黑石材批發廠家,最直接的問題就是“聯系電話是多少”。...2026-05-14
想找章丘黑石材批發廠家,最直接的問題就是“聯系電話是多少”。...2026-05-14章丘黑花崗巖石材廠家貨源電話
 做石材生意或者家里裝修要用章丘黑花崗巖,第一件事就是找對廠家...2026-05-14
做石材生意或者家里裝修要用章丘黑花崗巖,第一件事就是找對廠家...2026-05-14章丘黑廠家位置在哪查
 想知道章丘黑廠家位置在哪查,其實不用繞彎子。章丘黑石材主要產...2026-05-14
想知道章丘黑廠家位置在哪查,其實不用繞彎子。章丘黑石材主要產...2026-05-14章丘黑石材批發廠家電話怎么打
 想找章丘黑石材批發廠家,電話怎么打?這事說難不難,說簡單也得...2026-05-14
想找章丘黑石材批發廠家,電話怎么打?這事說難不難,說簡單也得...2026-05-14章丘黑花崗巖石材廠家聯系電話查
 找章丘黑花崗巖石材廠家的聯系電話,最直接的辦法是避開中間商,...2026-05-14
找章丘黑花崗巖石材廠家的聯系電話,最直接的辦法是避開中間商,...2026-05-14章丘黑廠家如何獲取聯系方式
 搞工程、做裝修、或者自家院子要用章丘黑石材,最頭疼的環節就是...2026-05-14
搞工程、做裝修、或者自家院子要用章丘黑石材,最頭疼的環節就是...2026-05-14
石材廠家電話:17115012356
石材廠家地址:山東省臨沂市北方石材城
Copyright ? 2020-2026 礦山源頭花崗巖工廠.花崗巖石材批發廠家 版權所有|石材價格|石材加工工藝|石材批發市場 魯ICP備2022010636號